








01






Longitudinal Arc Welded Pipe: A Cost-Effective Choice
specification
| Product Name | Longitudinal arc welded pipe |
| Standard | ASTM,JIS,DIN,GB,AISI,DIN,EN |
| Material | Q195, Q215, Q235, 20CrMnTi, 40Cr, 35CrMo, 304, 304L, 316,A36, A53, A106, 4130, 4340,SS400, SPHC, SCM435, SNCM439, SUS304, SUS316, S235JR, S275JR, 17CrNiMo6, 20MnCr5, X5CrNi18-10, X5CrNiMo17-12-2 |
| Outer diameter range | 4MM-1500MM |
| Thickness range | 0.5MM-50MM |
| Length range | The longest length is 12 meters, and can be customized by customers |
| Error | ±1% |
| Certification | ISO 9001 ,CE,API |
| Surface treatment | Hot dip galvanizing, electro galvanizing, ordinary paint coating, powder coating, epoxy coating, polyurethane coating, passivation treatment, shot blasting |
| Country of origin | China |
| Main Applications | 1.Straight seam arc welded pipes are often used to transport domestic water, rainwater, sewage, etc. |
| 2.In construction, straight arc welded pipes can be used as scaffolding pipes. | |
| 3.After surface treatment (such as galvanizing, painting, etc.), straight seam arc welded pipes can be used to make indoor and outdoor decorative parts such as railings, handrails, and decorative grids. | |
| 4.Used to transport air, general industrial water, steam and other fluid media. | |
| 5.In mechanical devices, straight seam arc welded pipes can be used as supporting, connecting and other parts. | |
| 6.In long-distance pipeline systems for transporting energy such as oil and natural gas, straight seam arc welded pipes are one of the important pipe material choices. | |
| 7.Longitudinal arc welded pipes can be used to transport irrigation water. In some large-scale agricultural irrigation projects, they can meet the requirements of long-distance and large-flow irrigation water transportation. | |
| 8.When building some agricultural production facilities, such as the frame of greenhouses and simple farm tool sheds, straight seam arc welded pipes can be used as the main structural components. | |
| Package | Simple packaging, reinforced packaging, wooden frame, metal frame, pallet, wrapping |
| Payment Term | TT, LC,Cash, Paypal, DP, DA,Western Union or Others. |
| After-sales service | 1. Quality assurance period 2. Return and exchange policy 3. Delivery and acceptance assistance 4. Customer feedback collection |
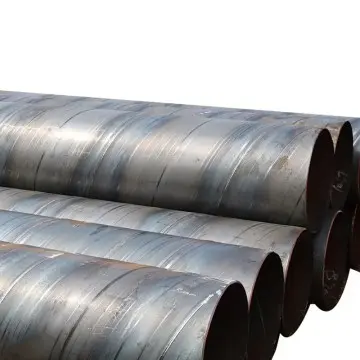
Product Display




Production process
Strip preparation: First, select steel strips or steel plates of appropriate specifications. The material should be determined according to the final use of the steel pipe. For example, ordinary carbon steel may be used for ordinary building structures, and alloy steel or stainless steel may be used for specific industrial fields. The selected strips should be cleaned on the surface to remove impurities such as oil and rust to ensure the welding quality.
Rolling: The treated strips are rolled into the shape of tube billets through equipment such as plate rolling machines, so that the two sides of the strips are butted to form a straight seam. In this process, attention should be paid to the control of the dimensional accuracy of the tube billet, such as roundness and diameter, to ensure that the subsequent welding process can proceed smoothly.
Welding: Use arc welding equipment to weld the straight seam of the tube billet. When welding, the welding parameters such as the model of the electrode (or welding wire), welding current, voltage, and welding speed should be reasonably selected according to factors such as the material and wall thickness of the steel pipe. Common arc welding methods include manual arc welding and submerged arc welding. Manual arc welding is highly flexible and suitable for welding some small batches and irregular welds; submerged arc welding has the characteristics of high welding quality and high production efficiency, and is suitable for welding large batches and regular welds.
Weld processing: After welding is completed, the weld must be processed. This may include removing impurities such as welding slag and spatter on the surface of the weld, and performing non-destructive testing (such as ultrasonic testing, X-ray testing, etc.) on the weld to check whether there are defects inside the weld, such as pores, cracks, etc. If defects are found, they must be repaired in time.
Subsequent processing: Depending on the specific use of the steel pipe, some subsequent processing may be required, such as cutting into a suitable length, surface treatment (such as galvanizing, painting, etc.) to improve the corrosion resistance or aesthetics of the steel pipe, etc.